Zum Gleichlauf- und Gegenlauf-Fräsen gibt es viel Theorie. Hier ein Versuch der Beschreibung ohne Theorie.
 Gegenlauf-Fräsen
Gegenlauf-Fräsen
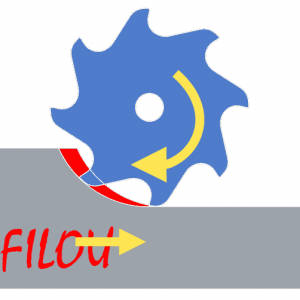
Beim Gegenlauffräsen bewegt sich die Schneide des Fräsers im Bereich der Spanbildung (rot im Bild) entgegen der Vorschub-Richtung des Werkstücks. Es baut sich ein Span mit größer werdendem Querschnitt auf.
Der erforderliche Kraftaufwand der Maschine wird entsprechend ansteigend größer. Vor dem Entstehen des Spanes führt ein Gleitvorgang der Schneide am Werkstück zu kürzeren Standzeiten. (Zeit bis zum Verschleiß des Fräsers.)
Außerdem kann eine glatte, jedoch wellige Struktur der Oberfläche entstehen. Bei Tischantrieben mit axialem Spiel empfiehlt sich das Gegenlauffräsen. Der Fräser drückt den Werkstücktisch gegen die Antriebs-Spindel. Auf diese Weise wird Spielfreiheit erreicht.
Gleichlauf-Fräsen
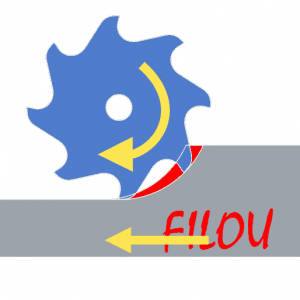
Beim Gleichlauffräsen bewegt sich die Schneide des Fräsers im Bereich der Spanbildung in gleicher Richtung des Vorschubs. Im Gegensatz zum Gegenlauffräsen wird beim Spanaufbau der Spanquerschnitt immer kleiner.
Der erforderliche Kraftaufwand der Maschine nimmt entsprechend gleichmäßig ab. Es entsteht eine im Verhältnis zum Gegenlauffräsen glattere Oberfläche.
Das Gleichlaufräsen benötigt stabilere Maschinen mit axialem Nullspiel in der Antriebsspindel des Tisches. Die Werkzeug Standzeit (Zeit bis zum Werkzeugverschleiß) ist größer als beim Gegenlauf. Beim Gleichlauffräsen kann mit höheren Vorschubgeschwindigkeiten gearbeitet werden.