Häufig erhalten wir die Frage, wie sich das in FILOU NC16 mit der Bahnkorrektur verhält. Dazu gibt es in NC16 zwei mögliche Einstellungen:
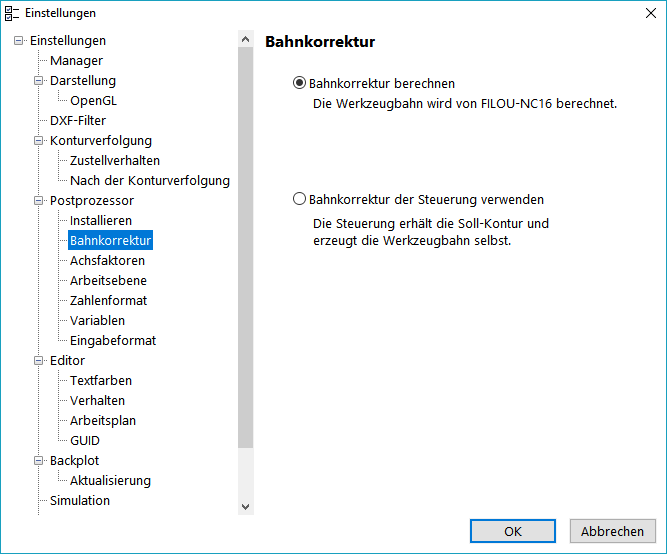
Bahnkorrektur berechnen
Die Bahnkorrektur in NC16, also die Berechnung der Werkzeugbahn für eine definierte Geometrie, erfolgt jeweils in Abhängigkeit von der Werkzeuggröße. Diese berechnete Bahnkorrektur lässt sich später bei Einsatz einer anderen Werkzeuggröße an der Maschine nicht nutzen. Es wird dann eine falsche Bahn gefahren.
Bahnkorrektur der Steuerung verwenden
Außerdem lässt sich NC-Code in NC16 ohne Berechnung der Bahnkorrektur ausgeben. Dann erfolgt die Berechnung durch die CNC-Steuerung. Damit die Steuerung das erkennt stehen im NC-Code entsprechende Hinweise (G40, G41, G42 ). Der Vorteil ist das später an der Maschine andere Werkzeuge genutzt werden können. Das ist in NC16 nur mit der Konturverfolgung möglich.
Aber nicht alle CNC-Steuerungen können das. Dann kann diese Berechnung wahlweise in FILOU NC16 erfolgen.
Werkzeugwege für Taschen
Die Berechnung von Werkzeugwegen für Taschen, gleich welcher Art, erfolgt anhand der gewählten Werkzeuggröße. Würde später an der Maschine eine andere Werkzeuggröße gewählt, müssten die Werkzeugwege neu berechnet werden. Das kann die CNC-Steuerung aber wegen fehlender Information leider nicht.
Einige CNC-Steuerungen haben „Maschinenzyklen“ die das können. Meistens Kreis- und Rechtecktaschen. Um das in FILOU NC16 nutzen zu können, müss im genutzten FILOU-Postprozessor diese „Maschinenzyklen“ eingebaut werden. Dann ist diese Arbeitsweise mit NC16 möglich.
In NC16 berechnete Werkzeugwege für Kontur-, Rechteck- und Kreistaschen werden immer mit Bahnkorrektur für das gewählte Werkzeug berechnet.
Ähnlicher Beitrag zum Thema:
Was macht die Bahnkorrektur beim Fräsen?