Zum Start der Konturverfolgung ist die Methode für das Eintauchen und für das An- und Abfahren zu definieren.
Eintauchen ins Material (Rampe – Direkt)
 Jetzt ist das Eintauchen zu Beginn jeder Kontur anzugeben. Bei der Konturverfolgung gibt es zwei Möglichkeiten zum Eintauchen in das Material: Direkt oder mittels Rampe.
Jetzt ist das Eintauchen zu Beginn jeder Kontur anzugeben. Bei der Konturverfolgung gibt es zwei Möglichkeiten zum Eintauchen in das Material: Direkt oder mittels Rampe.
Beim direkten Eintauchen fährt das Werkzeug mit dem Zustellvorschub senkrecht in das Werkstück. Bis zur Eintauchtiefe pro Schnitt. Nicht jedes Werkzeug ist da gleich gut für geeignet. Das ist beim Zustellvorschub zu berücksichtigen.
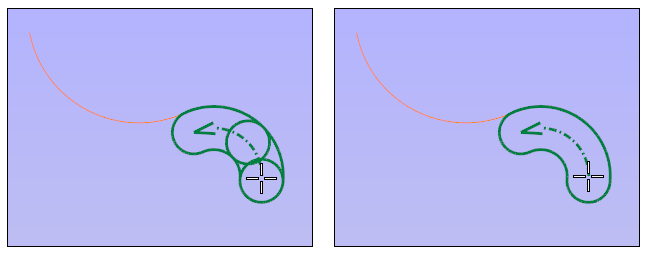
Das Eintauchen mittels Rampe ist eine sanfte, Werkzeug-schonende Methode. Beim Anfahren wird in der Vorschau die Länge der Rampe angezeigt. Hier zum Beispiel mit tangentialem Bogen:
Anfahren mit Rampe (Bild links) Anfahren Direkt, ohne Rampe (Bild rechts)
Ergebnis mit Rampe (Bild links) Ergebnis Direkt, ohne Rampe (Bild rechts)
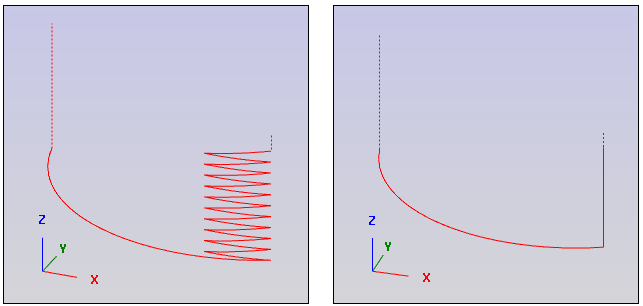
Mit der Rampe wird zickzackförmig in die Tiefe zugestellt. Eine sanfte Methode das Werkzeug zu schonen. Die Länge der Rampe beträgt ca. 2 mal Werkzeugdurchmesser. Der Winkel ist einstellbar und abhängig vom Material und beträgt üblicherweise zwischen 3 und 10 Grad. Beim Anfahren wird die Rampe angezeigt.
WICHTIG
Bei Einstellung „Bahnkorrektur der Steuerung verwenden“ (MENÜ: Optionen/Einstellungen/Bahnkorrektur) ist die Rampe nicht verfügbar.
Kontur An- und Abfahren
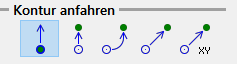 Es gibt jeweils 5 Strategien zum An- und Abfahren der Kontur.
Es gibt jeweils 5 Strategien zum An- und Abfahren der Kontur.
- Direkt
Bei Direkt wird kein Anfahrweg erstellt. - Tangentiale Strecke
Tangentiale Anfahrstrecke an den Startpunkt. Es ist der Anfangspunkt der Strecke anzugeben.
- Tangentialer Bogen
Tangentiale Anfahrbogen an den Startpunkt. Es ist der Anfangspunkt des Bogens anzugeben.
- Freier Punkt
Einen beliegen Punkt für den Startpunkt der Anfahrstrecke anklicken
- Relativ
Mit Relativ wird ein Anfahrweg bezogen auf den Startpunkt erstellt.
 Je nach Postprozessor können es weniger Strategien sein, da nicht alle CNC-Steuerungen alle Möglichkeiten mit Bahnkorrektur fahren können.
Je nach Postprozessor können es weniger Strategien sein, da nicht alle CNC-Steuerungen alle Möglichkeiten mit Bahnkorrektur fahren können.